

电 话:0572-6703799
传 真:0572-6703798
邮 箱:cxxynh@126.com
网 址:www.cxxynh.cn
地 址:浙江省长兴县煤山工业园区山鹰大道13号

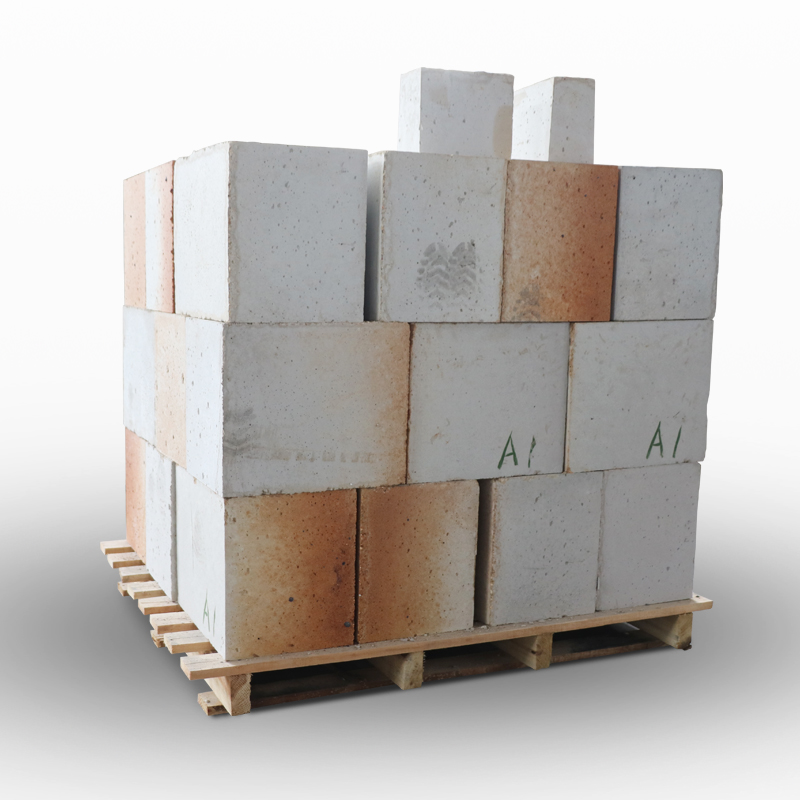
耐火预制件和耐火浇注料在生产过程当中,也有很大的区别:广东耐碱耐火浇注料生产时一般都是是根据客户提出要求选择什么材质。生产成浇注料,然后把浇注料进行充分混合,倒入预先制模具中,振动形状为成型后,将其恒慢进行维护。等固化3天后脱模。还有就是进行300度烘烤。而浇注料就按生产程序,破碎按工艺比例混合,加入一定比例的结合剂。广东耐碱耐火浇注料和浇注料是生产时,预制件麻烦,但应用时省时省力,而浇注料生产时简单,使用时工序繁杂。

耐火浇注料锚固件的设置应按设计规定,逋常在低温部位采用金属锚固件,高温部位则采用陶瓷锚固砖。金属锚固件根据炉体结构的不同部位采用不同形式,炉墙和拱顶的金属锚固件有V形、L形、Y形等几种。一般金属锚固件的前端埋设到炉墙厚度的2/3处;锚固砖一般露于加热面上。金属锚固件的安装间距视炉墙厚度,高度而定,一般其水平间距约为550-600mm,竖向间距约为450-500mm。采用锚固砖时,侧墙部分的间距多为300-500mm,炉顶部分约为200-300mm。

耐火浇注料混合物中都含有一定数量的细粉和微粉,而粉体一般都具有自然团聚倾向。粒子的黏附团聚的作用力是范德华力和水存在下的毛细管力,而且两者在不同组成粉体中的作用更加复杂。在加水初期,粒子会被所谓的吸附层的液膜覆盖,同时粒子间出现连接“液桥”。吸附层重叠便产生了吸附力而导致粒子聚结。该吸附力随着粒子的接触面扩大而增大,随之便提高了团聚体的强度。在进一步加水或改善粒子中水使之分开时,又可提高被水包裹粒子的数量,同时增大转矩。
缓凝剂和促凝剂的主要作用是控制耐火喷涂料的硬化时间,即喷涂后表面可修补时间和最终硬化时间与强度。在模拟喷涂实验中,喷涂表面具有5个小时左右进行喷涂后的表面平整,并且最终硬化时间一般在10个小时左右,强度效果良好,用锤子击打喷涂表面时,感觉材料强度比较好。其他组合,在缓凝剂不加或加入量过少时,材料硬化太快,容易丧失表面修补性能,同时快速硬化后,水泥无法进一步水化,影响最终强度。

耐火浇注料膨胀缝的留设主要是选择膨胀缝的间距、宽度和形式。预制件组装的炉体和现场浇注的炉人本,膨胀缝间距离有所不同。①预制构件组装的炉体,如用预制件组装,若炉体较短,预制件之间不必另留膨胀缝,只需要在炉体两端留适当缝隙即可;若炉体较长,可根据炉体各段温度的情况,沿炉体长度方向每隔5~10m留一道膨胀缝,缝内用浸过黏土泥浆的石棉绳嵌填,以防炉内在低、中温时向外冒烟、冒火。②现场浇注的炉体。现场浇注的炉体留设膨胀缝的间距和宽度。
任何热工设备都是在一定气氛条件下作业。对气氛条件十分敏感,含碳耐火材料的弱点易氧化,因此不宜在氧化气氛条件下使用。含铝和含钛高的不宜在还原气氛条件下使用,在氢气保护炉内选用氧化铝空心球隔热制品比较好。像氧化铬、氧化镁质耐火材料不宜在真空条件下使用。气氛对耐火纤维制品的影响非常明显。所以,热工设备选择耐火材料时,气氛条件是最不能忽视的。节能减排越来越重要。高温窑炉又是节能降耗的重点对象,选择耐火材料是保证节能降耗的基础。


