

电 话:0572-6703799
传 真:0572-6703798
邮 箱:cxxynh@126.com
网 址:www.cxxynh.cn
地 址:浙江省长兴县煤山工业园区山鹰大道13号
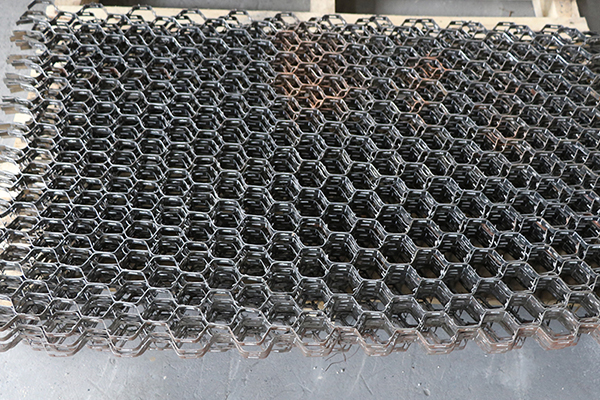
耐火浇注料锚固件的设置应按设计规定,逋常在低温部位采用金属锚固件,高温部位则采用陶瓷锚固砖。金属锚固件根据炉体结构的不同部位采用不同形式,炉墙和拱顶的金属锚固件有V形、L形、Y形等几种。一般金属锚固件的前端埋设到炉墙厚度的2/3处;锚固砖一般露于加热面上。金属锚固件的安装间距视炉墙厚度,高度而定,一般其水平间距约为550-600mm,竖向间距约为450-500mm。采用锚固砖时,侧墙部分的间距多为300-500mm,炉顶部分约为200-300mm。

在冶金工业中,加热炉是将物料或工件(一般是金属)加热到轧制成锻造温度的设备(工业炉)。加热炉应用遍及石油、化工、冶金、机械、热处理、表面处理、建材、电子、材料、轻工、日化、制药等诸多行业领域。加热炉中用和保温集料,正在逐步替代砌筑高铝砖和粘土砖的运用,隔热耐火砖也在用不同比重的轻质耐火浇注料转换。而的应用在加热炉中更是广泛。

在耐火浇注料中,粗颗粒随着浆体一起流动的流动性较差,而细粉及细小颗粒的流动性较好。即较粗的颗粒在中起到的作用是一种阻碍作用,特别是颗粒较粗的阻碍作用更大。不定形耐火材料的粒度级配方面具权威性的理论是Andreassen粒度分布理论。可用以下公式表示:CPFT=(d/D)q×100%中:CPFT—小于某一粒度的累计百分数(体积);d-小颗粒尺寸;D-大颗粒尺寸:q-分布系数。

缓凝剂和促凝剂的主要作用是控制耐火喷涂料的硬化时间,即喷涂后表面可修补时间和最终硬化时间与强度。在模拟喷涂实验中,喷涂表面具有5个小时左右进行喷涂后的表面平整,并且最终硬化时间一般在10个小时左右,强度效果良好,用锤子击打喷涂表面时,感觉材料强度比较好。其他组合,在缓凝剂不加或加入量过少时,材料硬化太快,容易丧失表面修补性能,同时快速硬化后,水泥无法进一步水化,影响最终强度。

耐火浇注料的施工条件主要有:1.据工程所需的施工用量,选择和安装一台或数台强制式搅拌机。机内应保持干净,安装就位的机械应经试运转合格后方可使用。2.工部位要事先清扫干净,必要时用水清洗或用压缩空气吹净。3.有锚固装置的浇注料内衬应检査金属锚固件或锚固砖的金属锚固座的位置及焊接情况。4.核模板安装的尺寸、牢固度和接缝情况。搅拌时应以生产厂家的材料使用说明书来进行搅拌。
控制好加水量是保证江苏高铝质耐火浇注料强度的关键。实际施工中影响加水量的因素是混料时间及振捣技术水平。混料时一般都用强制式搅拌机,应先干混均匀后再加水约80%搅拌%的水,至流动性符合振捣要求,总时间应不少于加水量在搅拌以后才开始发挥作用。振捣水平也会影响加水量。不熟练的振捣工,为了振匀浆层,要求浆体流动性高,在同样条件下加大加水量,因此,江苏高铝质耐火浇注料施工时要严格控制加水量,并安排熟练振捣工施工,为浇注料发挥其优异性能打好基础。


