

电 话:0572-6703799
传 真:0572-6703798
邮 箱:cxxynh@126.com
网 址:www.cxxynh.cn
地 址:浙江省长兴县煤山工业园区山鹰大道13号
耐火预制件和耐火浇注料在生产过程当中,也有很大的区别:生产时一般都是是根据客户提出要求选择什么材质。生产成浇注料,然后把浇注料进行充分混合,倒入预先制模具中,振动形状为成型后,将其恒慢进行维护。等固化3天后脱模。还有就是进行300度烘烤。而浇注料就按生产程序,破碎按工艺比例混合,加入一定比例的结合剂。和浇注料是生产时,预制件麻烦,但应用时省时省力,而浇注料生产时简单,使用时工序繁杂。

耐火浇注料混合物中都含有一定数量的细粉和微粉,而湖南喷煤管浇注料粉体一般都具有自然团聚倾向。粒子的黏附团聚的作用力是范德华力和水存在下的毛细管力,而且两者在不同组成粉体中的作用更加复杂。在加水初期,粒子会被所谓的吸附层的液膜覆盖,同时粒子间出现连接“液桥”。吸附层重叠便产生了吸附力而导致粒子聚结。该吸附力随着粒子的接触面扩大而增大,随之便提高了湖南喷煤管浇注料团聚体的强度。在进一步加水或改善粒子中水使之分开时,又可提高被水包裹粒子的数量,同时增大转矩。

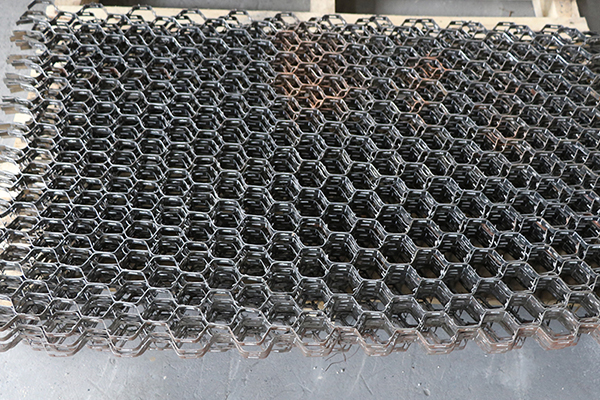
在窑炉的特殊不容易施工的部位,按实际形状,制作成模具,在工厂将等预浇注成型、养护、烘烤完毕后运到现场吊挂拼装后使用。的制作过程非常复杂,经过精密的工艺配比进行搅拌均匀,随后将材料加水倒入预先制作的铁模具中,倒入前,模具表面先刷遍油利于脱模,然后再加入料震动均匀,脱模后,再进行烘烤,烘烤是预制件制作过程重要环节。在烘烤过程中,预制件自身的游离水和结晶水大部分排出完毕,并产生较高的强度。

缓凝剂和促凝剂的主要作用是控制耐火喷涂料的硬化时间,即喷涂后表面可修补时间和最终硬化时间与强度。在模拟喷涂实验中,喷涂表面具有5个小时左右进行喷涂后的表面平整,并且最终硬化时间一般在10个小时左右,强度效果良好,用锤子击打喷涂表面时,感觉材料强度比较好。其他组合,在缓凝剂不加或加入量过少时,材料硬化太快,容易丧失表面修补性能,同时快速硬化后,水泥无法进一步水化,影响最终强度。

耐火浇注料施工用模板可用钢板或硬木板制成,表面须光滑。模板要有足够强度,刚性好、不走形,不移位,不漏浆,模板固定要牢固,避免因振动而出现涨模,模板对接间隙要小,避免露浆。钢模板要涂脱模剂,木模板要刷防水漆,重复使用的模板要先清洗,再涂漆,方可使用。须整桶整袋地使用。搅拌好的一般在30min内用完,在高温干燥的作业环境中还要适量缩短这一段时间。已经初凝甚至结块的浇注料不得倒入模框中,也不得加水搅拌再用。
粘土喷涂料是常见的之一,以耐火粘土为主要原料,加入粉料及结合剂经混炼而成,在现场施工时加入适量的水进行搅拌后,经喷射机进行喷涂施工,粘土喷涂料可用于大、中、小型高炉,热风炉炉壳,管道,除尘器等部位造衬及修补,具有保护外壳,防止漏气等作用。粘土喷涂料喷涂施工前,所有的施工设备需清理干净,避免杂物混入影响喷涂料性能。其次将与耐火水泥进行结合,一般喷涂料与铝矾土水泥配比为:210kg:50kg。


